
聚氨酯复材工艺
2023-09-04 09:01:03
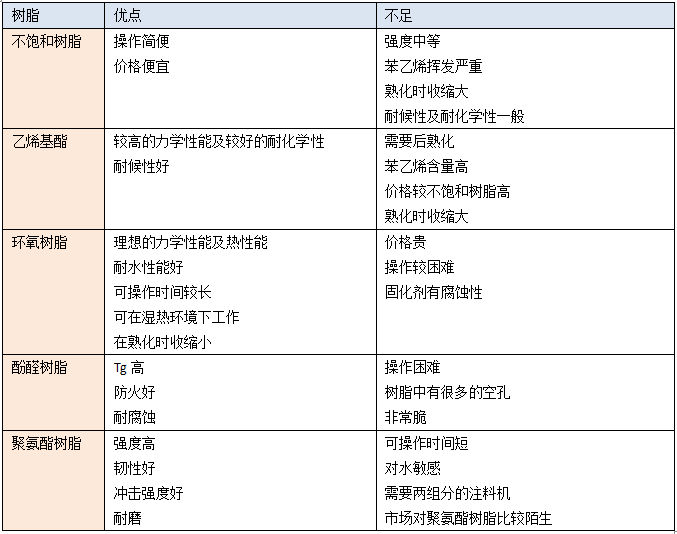
聚氨酯复合材料正逐渐替代以往长期被不饱和树脂和环氧树脂主导的应用领域,复合材料常用树脂的优缺点
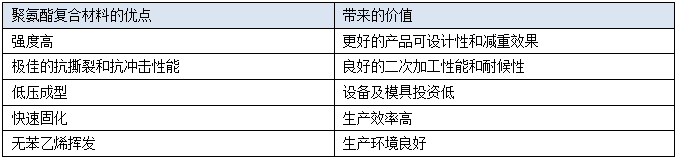
 聚氨酯复合材料的优势
聚氨酯复合材料的优势
 使聚氨酯复材的工艺
使聚氨酯复材的工艺
1.R-RIM(反应注射成型)
标准的RIM不增强,增强的RIM按增强的材料不同分为R-RIM和S-RIM。
R-RIM(Reinforced Reaction Injection Moulding,增强反应注射成型):以磨碎玻璃纤维等粉状材料增强。
S-RIM(Structural Reaction Injection Moulding,结构反应注射成型):以玻璃纤维织物、短切毡/连续毡、预成型料增强。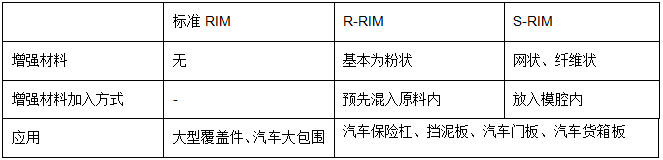 VFI(Variable Fiber Injection,可变纤维注射成型):为克服SRIM预放毡和玻璃纤维加入量有限(玻璃纤维量增加,树脂流动性下降,有小气泡)的不足,德国、意大利开发了VFI,直接将玻璃纤维无捻粗纱短切分散进入混料腔,然后与聚氨酯一起注入模具,固化成型。与S-RIM工艺相比,VFI高密度制品性能更好。
VFI(Variable Fiber Injection,可变纤维注射成型):为克服SRIM预放毡和玻璃纤维加入量有限(玻璃纤维量增加,树脂流动性下降,有小气泡)的不足,德国、意大利开发了VFI,直接将玻璃纤维无捻粗纱短切分散进入混料腔,然后与聚氨酯一起注入模具,固化成型。与S-RIM工艺相比,VFI高密度制品性能更好。
2.LFI(长纤维注射成型)
LFI (Long fiber Injection,长纤维注射成型),主要用于生产对力学性能要求较低,但设计更为复杂的车内部件,如仪表盘、内饰板、车身底板等。
该工艺中,切割机从合股纱中切割出25-50毫米长的短切纱,输入温控模具。同时,含有异氰酸酯、多元醇和催化剂的混合物也被输入模具。LFI能够高效地生产出轻质高强的聚氨酯部件。
LFI是令人关注的可替代S-RIM的成型方法。LFI基本是一次作业,而S-RIM需要多道工序:准备玻纤毡,把毡铺入模具,然后注入聚氨酯。由于LFI工艺中纤维和树脂被同时输入,成型时间更短。LFI比S-RIM达到更高的玻璃纤维加入量,还适用于更多的聚氨酯配方,能够制得更轻的制品,性能更好。
汽车行业首先采用了LFI工艺制造的聚氨酯复合材料,用于结构和半结构板材,如车顶组件。据报道,一辆跑车的LFI聚氨酯车顶,比钢制车顶轻20%,刚度比铝车顶或其他玻璃钢车顶高一倍多。
在农用和商业车行业,LFI聚氨酯复合材料用于拖拉机罩、重卡板材、推土机外车身板、公共汽车行李架等。
3.FCS(纤维喷射成型)
聚氨酯复合材料的FCS(纤维复合喷射)技术是一种新颖的解决方案。可应用于大型纤维复合材料制品市场。典型应用是一般用途车辆(如公共汽车、拖拉机等)的车身部件和卡车的挡风板、驾驶室等,同时在建筑和基础设施行业中也有很多潜在应用。
手糊法在复合材料制品生产中仍旧很普遍,手糊法的明显优点是设备成本最低,能够制造形状非常复杂的制品。其缺点是人力成本很高,周期长,并且产品质量不稳定。此外,生产中所排放的苯乙烯对健康不利,为减少这一风险,需要额外增加运营成本。而纤维复合喷射技术在满足制品制作要求的同时,可以一定程度避免手糊工艺中存在的不利因素,并且能够得到品质优越的制品。
FCS工艺中采用的4组分混合头提供了选用多种材料的可能性。例如,选择不同的多元醇(最多达3种),就可在同一产品中兼容致密层和泡沫层。泡沫层可减轻产品重量,还可改善声学性能。另一变异方法是使用两种不同的多元醇和两种异氰酸酯。换句话说,该系统可做成两种完全不同的聚氨酯体系,例如产品外层是用脂族聚氨酯制成的耐紫外线皮层,而内层则是一般的聚氨酯。
Baypreg法
这是一种夹芯板的制造工艺。把纸蜂窝等芯材埋在两层玻纤毡之间,用双组份聚氨酯喷射浸渍,然后在闭合模具中压塑并加热固化。这种板材比其他夹芯产品更轻,因而对汽车等用途很有吸引力。典型用途有车身底板、行李仓底板、备胎罩、天窗板等。
Baypreg可用多种纤维材料如玻璃纤维、碳纤维或天然纤维增强。适用于各种压塑工艺,与各类型的芯材相容,整个过程不使用溶剂。
Multitec法
这是更新的敞模喷射技术。经短切的玻璃纤维和快速固化的聚氨酯混合料中在室温下被喷射入模,并在敞模中固化。
制造少量制件可以人工喷射,而大批量生产则可用机械手自动喷射。这种工艺典型的制品是水疗设备、鱼缸、淋浴盘、休闲车辆部件、拖拉机防护罩和翼子板等。
4.拉挤成型
在聚氨酯拉挤过程中,可以使用更多的增强纤维,使制品的强度大大提高。同时,由于聚氨酯本身优异的冲击强度、拉伸强度和层间剪切强度,制品可制得更薄更轻。例如,可用更少的连续原丝毡,而用更多的无捻粗纱来制得更薄的工字梁,同时保持其纵向刚度不变,不但减轻了重量,还降低了成本。此外,聚氨酯拉挤材料的脆性更小,可用常规方式装配而不开裂。
聚氨酯拉挤材料包括型材、杆件和板材,如梯子杆、工具柄、电线杆横担、电线杆、曲棍球杆、货柜板材等。
聚氨酯拉挤材料最新的应用是门窗系统,它能够制得更大、更薄而强度足够的型材,用于大窗框甚至幕墙。这种窗框比铝、木和塑料窗框更好,具有良好的胀缩性能、耐候性好、外观经涂漆后可形成木质外观。
另一个新的用途是铁路枕木。枕木看似木材,它可用普通木工工具进行锯、刨、钉、上螺丝和胶粘加工。其热膨胀系数和导热率很低。由于有纤维增强,其抗压、抗拉、抗弯强度都很高,使用寿命比传统枕木长3倍。用于其闭孔机构,即使在暴雨中吸水也极少,不会影响其电绝缘性能能。其重量和现场加工性能也大大优于混泥土,可制成任意长度,不用为每种长度另制模具。此外,它非常环保,制造时不使用溶剂,生命周期结束后可循环利用。日本著名的高速列车“新干线”的铁轨就使用了这种枕木。
5、缠绕成型
在缠绕成型中,用聚氨酯代替聚酯引起了聚氨酯供应商的很大兴趣。一大突破是加拿大的RS技术公司使用其专有的聚氨酯树脂和纤维缠绕专利技术制造了装配式复合材料电线杆。这是第一种聚氨酯复合材料电线杆。聚氨酯复合材料可以制造更长的电线杆,而聚酯复合材料多用于较小的电线杆。这个电线杆的内层用芳族聚氨酯,外面两层用脂族聚氨酯。这种树脂体系的强度、韧性更高,减轻了45%的重量。
另一个潜在应用领域是耐腐蚀管道和在中东、东南亚地区的饮用水设施。热水箱也很有发展前景。利用缠绕成型工艺,聚氨酯复合材料制成的水箱,比聚酯水箱的爆破强度提高40%-50%。
6、树脂传递成型(RTM)
几十年以来,树脂传递成型(RTM)工艺一直都被用来制造复合材料部件。用于此工艺的树脂包括有聚酯、乙烯酯和环氧树脂。科思创致力于聚氨酯树脂在RTM工艺的开发工作。在RTM工艺中,纤维玻璃垫被置于双面模具之中。当模具闭合时聚氨酯树脂被注射入内。当部件进行固化后,模具再次打开从而得到最终部件。
真空灌注成型是RTM的一种形式,通过纤维渗透让真空将树脂吸入模具之中,而不是注射入模具。真空灌注成型确保了纤维玻璃垫的完全浸润,并且消除了可能会造成部件缺陷的干燥点。
据悉,把聚氨酯适用期延长到30分钟以上的进展,使各种灌注成型工艺成为可能。亨斯迈、科思创都研发了适用于真空灌注成型的聚氨酯树脂。
利用RTM工艺制程的聚氨酯复合材料,比其他树脂如不饱和树脂或乙烯酯的物理性能更优异。它们常被用于防爆防弹和体育器械等领域。
1.R-RIM(反应注射成型)
标准的RIM不增强,增强的RIM按增强的材料不同分为R-RIM和S-RIM。
R-RIM(Reinforced Reaction Injection Moulding,增强反应注射成型):以磨碎玻璃纤维等粉状材料增强。
S-RIM(Structural Reaction Injection Moulding,结构反应注射成型):以玻璃纤维织物、短切毡/连续毡、预成型料增强。
2.LFI(长纤维注射成型)
LFI (Long fiber Injection,长纤维注射成型),主要用于生产对力学性能要求较低,但设计更为复杂的车内部件,如仪表盘、内饰板、车身底板等。
该工艺中,切割机从合股纱中切割出25-50毫米长的短切纱,输入温控模具。同时,含有异氰酸酯、多元醇和催化剂的混合物也被输入模具。LFI能够高效地生产出轻质高强的聚氨酯部件。
LFI是令人关注的可替代S-RIM的成型方法。LFI基本是一次作业,而S-RIM需要多道工序:准备玻纤毡,把毡铺入模具,然后注入聚氨酯。由于LFI工艺中纤维和树脂被同时输入,成型时间更短。LFI比S-RIM达到更高的玻璃纤维加入量,还适用于更多的聚氨酯配方,能够制得更轻的制品,性能更好。
汽车行业首先采用了LFI工艺制造的聚氨酯复合材料,用于结构和半结构板材,如车顶组件。据报道,一辆跑车的LFI聚氨酯车顶,比钢制车顶轻20%,刚度比铝车顶或其他玻璃钢车顶高一倍多。
在农用和商业车行业,LFI聚氨酯复合材料用于拖拉机罩、重卡板材、推土机外车身板、公共汽车行李架等。
3.FCS(纤维喷射成型)
聚氨酯复合材料的FCS(纤维复合喷射)技术是一种新颖的解决方案。可应用于大型纤维复合材料制品市场。典型应用是一般用途车辆(如公共汽车、拖拉机等)的车身部件和卡车的挡风板、驾驶室等,同时在建筑和基础设施行业中也有很多潜在应用。
手糊法在复合材料制品生产中仍旧很普遍,手糊法的明显优点是设备成本最低,能够制造形状非常复杂的制品。其缺点是人力成本很高,周期长,并且产品质量不稳定。此外,生产中所排放的苯乙烯对健康不利,为减少这一风险,需要额外增加运营成本。而纤维复合喷射技术在满足制品制作要求的同时,可以一定程度避免手糊工艺中存在的不利因素,并且能够得到品质优越的制品。
FCS工艺中采用的4组分混合头提供了选用多种材料的可能性。例如,选择不同的多元醇(最多达3种),就可在同一产品中兼容致密层和泡沫层。泡沫层可减轻产品重量,还可改善声学性能。另一变异方法是使用两种不同的多元醇和两种异氰酸酯。换句话说,该系统可做成两种完全不同的聚氨酯体系,例如产品外层是用脂族聚氨酯制成的耐紫外线皮层,而内层则是一般的聚氨酯。
Baypreg法
这是一种夹芯板的制造工艺。把纸蜂窝等芯材埋在两层玻纤毡之间,用双组份聚氨酯喷射浸渍,然后在闭合模具中压塑并加热固化。这种板材比其他夹芯产品更轻,因而对汽车等用途很有吸引力。典型用途有车身底板、行李仓底板、备胎罩、天窗板等。
Baypreg可用多种纤维材料如玻璃纤维、碳纤维或天然纤维增强。适用于各种压塑工艺,与各类型的芯材相容,整个过程不使用溶剂。
Multitec法
这是更新的敞模喷射技术。经短切的玻璃纤维和快速固化的聚氨酯混合料中在室温下被喷射入模,并在敞模中固化。
制造少量制件可以人工喷射,而大批量生产则可用机械手自动喷射。这种工艺典型的制品是水疗设备、鱼缸、淋浴盘、休闲车辆部件、拖拉机防护罩和翼子板等。
4.拉挤成型
在聚氨酯拉挤过程中,可以使用更多的增强纤维,使制品的强度大大提高。同时,由于聚氨酯本身优异的冲击强度、拉伸强度和层间剪切强度,制品可制得更薄更轻。例如,可用更少的连续原丝毡,而用更多的无捻粗纱来制得更薄的工字梁,同时保持其纵向刚度不变,不但减轻了重量,还降低了成本。此外,聚氨酯拉挤材料的脆性更小,可用常规方式装配而不开裂。
聚氨酯拉挤材料包括型材、杆件和板材,如梯子杆、工具柄、电线杆横担、电线杆、曲棍球杆、货柜板材等。
聚氨酯拉挤材料最新的应用是门窗系统,它能够制得更大、更薄而强度足够的型材,用于大窗框甚至幕墙。这种窗框比铝、木和塑料窗框更好,具有良好的胀缩性能、耐候性好、外观经涂漆后可形成木质外观。
另一个新的用途是铁路枕木。枕木看似木材,它可用普通木工工具进行锯、刨、钉、上螺丝和胶粘加工。其热膨胀系数和导热率很低。由于有纤维增强,其抗压、抗拉、抗弯强度都很高,使用寿命比传统枕木长3倍。用于其闭孔机构,即使在暴雨中吸水也极少,不会影响其电绝缘性能能。其重量和现场加工性能也大大优于混泥土,可制成任意长度,不用为每种长度另制模具。此外,它非常环保,制造时不使用溶剂,生命周期结束后可循环利用。日本著名的高速列车“新干线”的铁轨就使用了这种枕木。
5、缠绕成型
在缠绕成型中,用聚氨酯代替聚酯引起了聚氨酯供应商的很大兴趣。一大突破是加拿大的RS技术公司使用其专有的聚氨酯树脂和纤维缠绕专利技术制造了装配式复合材料电线杆。这是第一种聚氨酯复合材料电线杆。聚氨酯复合材料可以制造更长的电线杆,而聚酯复合材料多用于较小的电线杆。这个电线杆的内层用芳族聚氨酯,外面两层用脂族聚氨酯。这种树脂体系的强度、韧性更高,减轻了45%的重量。
另一个潜在应用领域是耐腐蚀管道和在中东、东南亚地区的饮用水设施。热水箱也很有发展前景。利用缠绕成型工艺,聚氨酯复合材料制成的水箱,比聚酯水箱的爆破强度提高40%-50%。
6、树脂传递成型(RTM)
几十年以来,树脂传递成型(RTM)工艺一直都被用来制造复合材料部件。用于此工艺的树脂包括有聚酯、乙烯酯和环氧树脂。科思创致力于聚氨酯树脂在RTM工艺的开发工作。在RTM工艺中,纤维玻璃垫被置于双面模具之中。当模具闭合时聚氨酯树脂被注射入内。当部件进行固化后,模具再次打开从而得到最终部件。
真空灌注成型是RTM的一种形式,通过纤维渗透让真空将树脂吸入模具之中,而不是注射入模具。真空灌注成型确保了纤维玻璃垫的完全浸润,并且消除了可能会造成部件缺陷的干燥点。
据悉,把聚氨酯适用期延长到30分钟以上的进展,使各种灌注成型工艺成为可能。亨斯迈、科思创都研发了适用于真空灌注成型的聚氨酯树脂。
利用RTM工艺制程的聚氨酯复合材料,比其他树脂如不饱和树脂或乙烯酯的物理性能更优异。它们常被用于防爆防弹和体育器械等领域。
文章来源:复材产业圈 率捷咨询编辑整理
- 上一篇:聚氨酯在建筑幕墙中的应用
- 下一篇:聚氨酯复材:一些有前景的应用领域
相关信息
- 聚氨酯全围护—中国南极秦岭站极地保温秘诀!
- 2025.03.04
- 关于超低能耗建筑的适用性分析
- 2024.12.23
- 玻璃钢,是玻璃还是钢?
- 2024.10.16
- 2024复合材料在汽车领域的应用(二)
- 2024.09.19
- 2024复合材料在汽车领域的应用
- 2024.09.19
- Network Rail在英国伦敦的巴恩斯铁路桥上安装聚氨酯复合材料枕木
- 2024.08.22