
从涂装环节看拉挤成型的难点
2023-12-16 10:27:44
聚氨酯型材的应用越来越广泛,如光伏边框,如门/窗框型材等,其在使用前基本都需要喷涂,但涂装效果就总有那么一点不尽如人意!拉挤过程中的各种缺陷都会被涂装无限放大。
这里我们将涂装过程中发现的共性缺陷归类总结一下,便于大家在后续的拉挤作业中注意,这样就可以更好的避免拉挤中的问题,自然也就能获得很好的涂装效果!(相关问题也咨询了拉挤方面专业人士,如果有不对的地方请及时指正)
1、气泡问题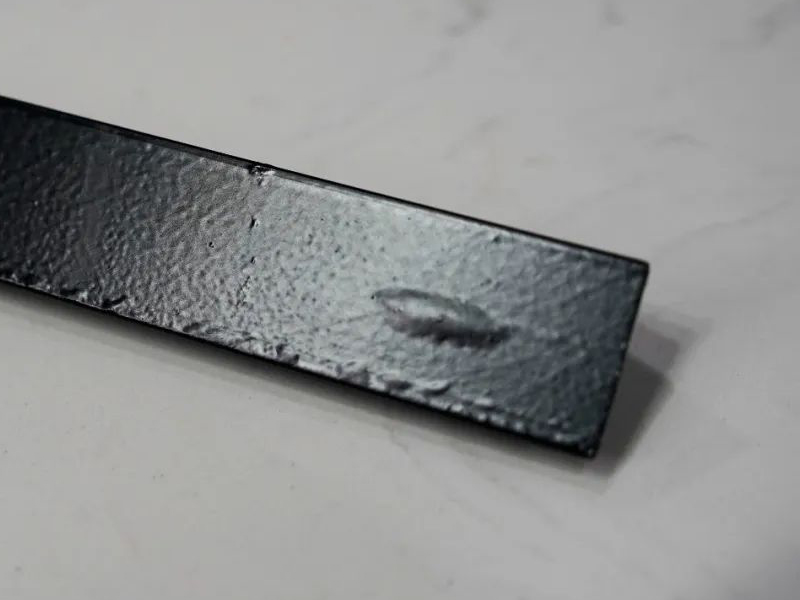 这个问题是最常见,普遍气泡出现在宽边上,有些也会出现在合膜线附近!
这个问题是最常见,普遍气泡出现在宽边上,有些也会出现在合膜线附近!
这些基本都是因为拉挤过程中没有控制好砂的湿度,后期可以通过恒温恒湿的砂房或者加装烘干箱之类的方法解决!
2、表面残缺 表面残缺也是经常出现的问题,喷涂一出来以后有些地方少掉那些树脂,像掉了一块肉一样,轻微一点影响美观,严重一点还可能影响产品力学性能,这些问题造成的原因有:
表面残缺也是经常出现的问题,喷涂一出来以后有些地方少掉那些树脂,像掉了一块肉一样,轻微一点影响美观,严重一点还可能影响产品力学性能,这些问题造成的原因有:
1)、有可能是纱线位移造成树脂没有很好的支撑,造成塌陷!
2)、也可能是模具内部有粘联!
3、内陷凹槽 这个问题基本存在B面的偏多,往往整条出现连贯的凹陷,造成这个问题往往是毡位移,或者没有包连好,造成树脂整体塌陷!我们可以将毡包连更多一点,同时随着操作控毡能力的提升,逐步的解决这类问题!
这个问题基本存在B面的偏多,往往整条出现连贯的凹陷,造成这个问题往往是毡位移,或者没有包连好,造成树脂整体塌陷!我们可以将毡包连更多一点,同时随着操作控毡能力的提升,逐步的解决这类问题!
4、表面麻点、粗糙
表面麻点或者非常粗糙这个问题非常影响型材的整体外观,手感也非常不好!这个问题主要可能由三种原因造成:
1)、喷涂过程中的漆雾反弹或者封尘等;
2)、前处理过度造成纱或者毡帽头,玻纤外露造成;
3)、拉挤过程中成型不好,树脂浸润性不够,表面饱满度紧密度不够;
5、直线度问题
由于涂装过程中有高温烘烤,这样如果拉挤过程中的边框直线度不太好的,由于拉挤成型过程中应力没有适当完整,或者烘烤过程中受热不均匀也容易造成边框弯曲!
最后希望大家的制造技术工艺能越来越好,一起加速复材边框行业的发展!
这里我们将涂装过程中发现的共性缺陷归类总结一下,便于大家在后续的拉挤作业中注意,这样就可以更好的避免拉挤中的问题,自然也就能获得很好的涂装效果!(相关问题也咨询了拉挤方面专业人士,如果有不对的地方请及时指正)
1、气泡问题
这些基本都是因为拉挤过程中没有控制好砂的湿度,后期可以通过恒温恒湿的砂房或者加装烘干箱之类的方法解决!
2、表面残缺
1)、有可能是纱线位移造成树脂没有很好的支撑,造成塌陷!
2)、也可能是模具内部有粘联!
3、内陷凹槽
4、表面麻点、粗糙
表面麻点或者非常粗糙这个问题非常影响型材的整体外观,手感也非常不好!这个问题主要可能由三种原因造成:
1)、喷涂过程中的漆雾反弹或者封尘等;
2)、前处理过度造成纱或者毡帽头,玻纤外露造成;
3)、拉挤过程中成型不好,树脂浸润性不够,表面饱满度紧密度不够;
5、直线度问题
由于涂装过程中有高温烘烤,这样如果拉挤过程中的边框直线度不太好的,由于拉挤成型过程中应力没有适当完整,或者烘烤过程中受热不均匀也容易造成边框弯曲!
最后希望大家的制造技术工艺能越来越好,一起加速复材边框行业的发展!
文章来源:复材网
- 上一篇:拉挤复合材料的优点、缺点和目标应用
- 下一篇:复合材料在轨道交通中的应用
相关信息
- 《住宅项目规范》解读:建筑品质升级下的材料革新机遇
- 2025.04.18
- 警惕!不要让玻璃钢被“污名化”了
- 2025.03.18
- 聚氨酯全围护—中国南极秦岭站极地保温秘诀!
- 2025.03.04
- 关于超低能耗建筑的适用性分析
- 2024.12.23
- 玻璃钢,是玻璃还是钢?
- 2024.10.16
- 2024复合材料在汽车领域的应用(二)
- 2024.09.19